


 Background
Background
The cold chain ensures that the food, beverages, medication, and volatile chemicals are still safe to use after they reach the consumers. To do this right, temperature is a profoundly vital factor. Bacteria grows quickly and could taint consumable goods if the transporters do not keep them at the right temperature. Cold rooms, warehouses, order assembly points and loading docks all have specific temperature profiles that must be monitored and maintained based on the products being stored or transported. Adopting a reliable and accurate PT100 temperate sensor may be one of the best ways to ensure the efficacy and safety of temperature-sensitive products.
Why PT100The PT100 temperature sensor is an instrument that converts temperature variables into a standardized output signal that can be transmitted. They have been used for many years to measure temperature in cold chain, laboratory and industrial processes, and have developed a reputation for accuracy, repeatability, and stability. *Learn More: What is Platinum Temperature Sensor – Introduction to PT100 >>
Challenges- Control at Specific Level
Cold chain Logistics service providers need to offer controlled environment, refrigerated, frozen, deep freeze and cryogenic freezing services, which can be complex as each has its own temperature requirements and application.
- Maintenance in Transit
Shipments pass through a variety of environments and handlers. Considering any deviations in temperature could affect the safety of products, it’s difficult to manage complicated cold chain effectively without real-time information.
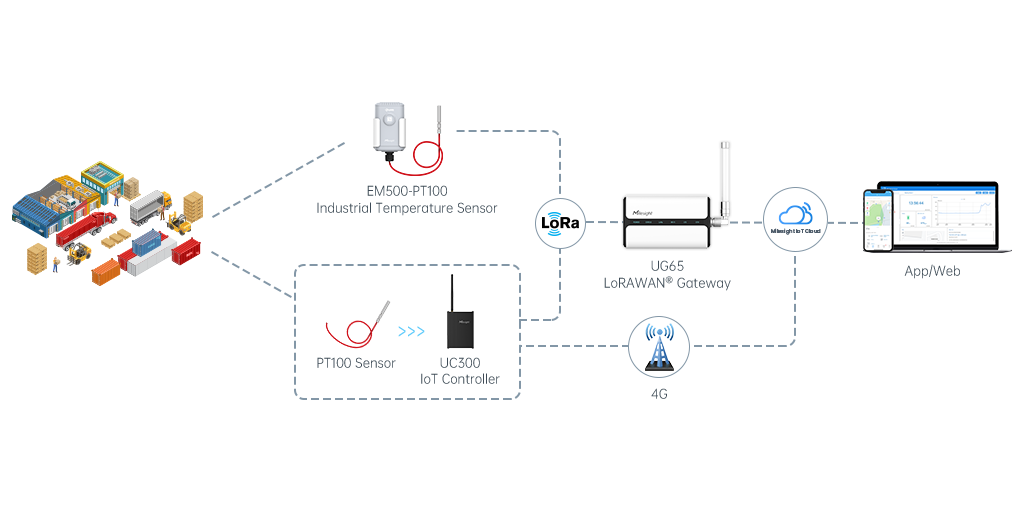
SolutionAn industrial temperature monitoring system for cold chain can be useful on any type of equipment with moving parts and components. At Milesight, we offer two workable solutions tailored to customers’ needs. For new LoRaWAN solution deployment, the EM500-PT100 Industrial Temperature Sensor would be a good candidate. It is a three-wire RTD design and performs perfectly as cold as -328 °F (-200 °C). By transporting data from EM500-PT100 to UG65 gateways, real-time monitoring and alerts of temperature on Cloud platform are achievable easily. For upgrades to existing deployments, the UC300 IoT Controller could be a better fit. Besides the 4~20 mA and 0~10 V type analog interfaces, the UC300 firstly adopts 2 RTD inputs for accepting and converting resistance signal of 2/3 wires PT100 sensors into 4-20 mA current signal with a range from -200°C to 800°C. Besides, UC300 IoT Controller supports 4G and LTE. So, the selection of technology would be more flexible.
 Featured Product
EM500-PT100 Industrial Temperature Sensor
UC300 IoT Controller
UG65 Semi-industrial LoRaWAN Gateway
Milesight IoT Cloud
Featured Product
EM500-PT100 Industrial Temperature Sensor
UC300 IoT Controller
UG65 Semi-industrial LoRaWAN Gateway
Milesight IoT Cloud
- Quality Assurance
Mapping the temperature of storage facilities can offer solid information to manage product quality. By setting suitable reporting intervals, users can be informed timely with accurate data.
- Simplified Management
With straightforward data directly shown on cloud platform, companies in the cold chain could have holistic understanding of quality control performance overall.
- Prevent Unplanned Downtime
With temperature data and real-time alerts, maintenance technicians gain the flexibility to address a problem at a more convenient time while preventing equipment failure.







